Réflexions sur la réalisation
|
Philippe Viboud
Audiophile n° 26, décembre 1982
| Par enceinte. types de vis | 4 x 40 |
5 x 50 |
Crampons |
| Renforts avant |
11 |
||
| Renforts supérieurs et inférieurs |
28 |
||
| Renforts arrières |
30 |
||
| Tasseaux pour la fixation de la face amovible |
20 |
||
| Filtres |
28 |
||
| Faces supérieure et inférieure |
72 |
||
| Tasseau avant / arrière | 1 |
1 |
|
| Fond (double épaisseur de Nantex 25: facultatif) |
(101) |
||
| Fond (fixation) |
62 |
||
| Face avant (amovible dans mon cas) |
20 |
||
| Totaux | 39 à 140 |
213 |
21 |
Tableau 1: Type et répartition de la visserie.
« Onken » dans sa vie d'audiophile, alors autant ne pas lésiner...
Je redonne aussi à la fin de cc chapitre les plans que tout le monde connaît, mais avec le plus de détails possible afin qu'ils puissent servir utilement lors du montage et des explications qui vont suivre.
Le feutre. Dernier matériau à acquérir. La qualité retenue par l'équipe de l'Audiophile est l'UJS 10, assez mou, vendu par EREM. Cette firme en fabrique de diverses densités et épaisseurs.
Ets EREM (47, rue de la Vanne, 92120 Montrouge, Tél.2.53.63.94)
| Fonds | 0,675 m2 |
| Retours | 0,216 m2 |
| Dessus / dessous | 0,750 m2 |
| Côtés filtres | 0,720 m2 |
| Devant | 0,540 m2 |
| Tasseaux | 0,100 m2 |
| Rideau | 0,540 m2 |
soit un total de 3.541 m2 par enceinte. Prévoir large, le surplus servant toujours, ne serait-ce que pour recouvrir les petits supports des «Iwatas».
L'outillage
Dans ce chapitre, je n'ai envisagé que le cas d'un bricoleur amateur. Le montage peut être plus aisé en mettant en oeuvre un matériel plus sophistiqué au niveau des scies, tours à bois... mais le prix et la place prise par de tels appareils font qu'ils sortent d'un budget raisonnable (à moins que l'on envisage la fabrication en série !...)
La première chose à laquelle on est confronté quand on a ses panneaux de Nantex est de les découper.
Le sciage. J'ai dit qu'il était possible de les faire scier sur place par l'entreprise Nanty, je dirai même que c'est conseillé car cela facilite le transport et permet de bénéficier de la coupe d'une scie professionnelle. Dans ce cas, en donnant les plans précis des découpes, il n'y a pas de problème ou du moins peu... La précision des découpes n'est pas idéale et sur des panneaux de cette dimension et de cette épaisseur, un millimètre en trop ou en moins est chose courante. Il ne faut donc pas s'attendre à ce que tout s'emboîte du premier coup et ceci fera partie des travaux de finition (sûrement les plus longs !). Dans cette optique, en profiter aussi pour faire découper les filtres et les tasseaux de renfort, on annule ainsi les soucis de coupe. A noter que I'Audiophile est en mesure de fournir le même kit tout découpé et ajusté ce qui est fort appréciable et fera gagner un temps énorme. Si cependant, on veut découper soi-même les renforts et le trou du HP. Il faut savoir que la dureté et l'épaisseur du bois ne facilite pas l'opération.
Il est indispensable de disposer au moins d'une scie sauteuse assez puissante (350 à 400 W) (cf. photo 2) ou mieux d'une scie à ruban.
Pour la scie sauteuse, il n'est pas recommandé d'utiliser un guide car le bois étant d'une extrême dureté, la lame a très vite fait de se mettre en travers et de faire des dégâts difficilement rattrapables. Il faut aussi changer de lame assez souvent. Le plus simple est donc de suivre lentement les tracés à main levée avec une petite marge la planéité sera alors rectifiée à l'aide d'une dégauchisseuse ou d'un rabot électrique.
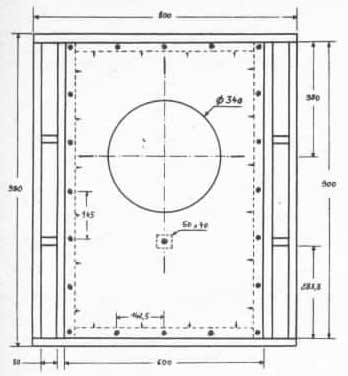
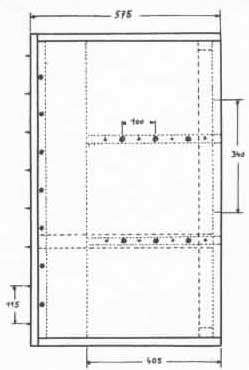
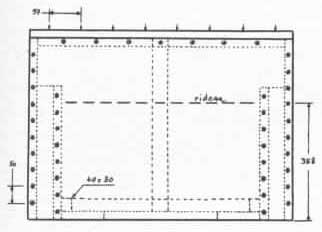
• Echelle 1/10.
• Légende:
- vis vue de profil
+ tête de vis
+ pointe de vis
Pour conserver leur clarté aux schémas, j'ai traité
à part les détails de montage des renforts. De plus, j
'ai dessiné un caisson avec un fond chanfreine de 50 mm. Il est
facile d'en faire abstraction pour monter un fond simple (25 mm).
La scie sauteuse sera aussi utilisée pour le découpage
des trous circulaires des HP. Là aussi, le guide de centrage
transformant la scie en « compas » est assez illusoire pour
la même raison. De plus, avec un diamètre de 340 mm, on
travaille à la limite des possibilités de la majorité
des guides. Il faut donc aussi prendre une petite marge de sécurité
et tout fignoler avec une lime demi-ronde. Avec un peu d'expérience,
on arrive à de bons résultats.
Le vissage. Sa qualité est cruciale pour la réussite de l'ensemble. Toujours à cause du bois, il est pratiquement hors de question de l'effectuer à la main. La solution la plus rationnelle consiste à faire des avant-trous bien perpendiculaires, avec une perceuse tournant vite et montée sur guide.
Le diamètre des avant-trous doit être égal au corps de la vis, soit 3 mm pour les 5 x 50 et 2 mm pour les 4 x 40. Plus petit, il y a des risques de casse et plus grand, les vis ne « Mordent » pas assez dans le bois (cf. photos 5 et 6).
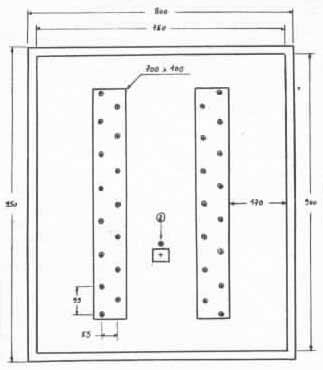
Fond en vue de face (côté
Interne)
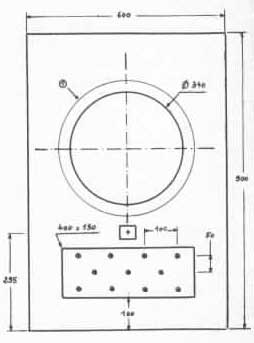
Face
avant en vue de face (côté interne)
Fond
en vue de dessus
![]()
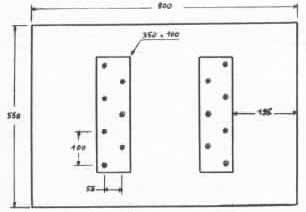
Dessus
ou dessous en vue de lace (cote interne)
1 Diamètre externe du saladier du HP,
le diamètre est de 410 mm.
2 Passage des fils de liaison HP (0 10).
Je n'ai pas représenté l'emplacement de la visserie du
double fond, car pour celui qui envisagerait cette solution, il me parait
plus logique de prendre directement du Nantex 50 ou 60 plutôt
que d'affronter la difficulté de visser et coller deux plaques
de cette dimension !
Le tournevis cruciforme doit absolument être monté sur
une perceuse à variateur électronique (ou une visseuse
électrique débrayable) réglée au minimum
et permettant un contrôle précis du vissage afin de ne
pas enfoncer trop vite les vis qui risquent de se casser (cas de la
photo 5).
Pour une meilleure finition, il faut aussi noyer les tètes de vis en utilisant une mèche pourvue d'un alésoir à 120º. L'alésage doit être assez important pour que les vis n'affleurent plus. Le trou sera alors comblé lors de la finition par du mastic à bois et poncé. On aura ainsi des caissons d'une bonne facture sans vis apparentes.
Pour la face amovible, les avant-trous seront percés de la même manière et les vis-harpons mises en place comme il a été déjà précisé.
La face amovible étant évidemment parfaitement ajustée avec le reste de l'enceinte, il n'est pas du tout évident de la redémonter après l'avoir encastrée. Tout simplement par manque de prise. La solution à ce problème peut être trouvée par fixation de poignées amovibles ou non (question esthétique). Nous développerons ce sujet lors de la mise en place de cette face.
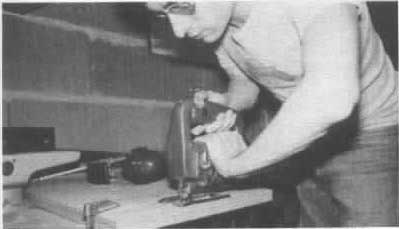
Photo 2: Découpe d'un élément de filtre. Noter la présence d 'un casque antibruit pour préserver ses oreilles d'audiophile.
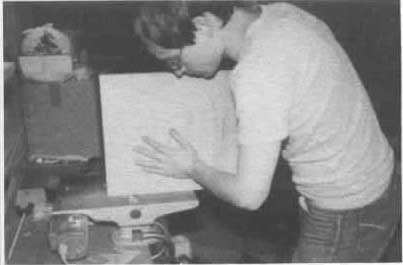
Photo 3: Rectification â la dégauchisseuse. Toujours travailler
lentement, sans oublie, les consignes de sécurité avec
ces appareils tournant très vite...
En marge de ce gros matériel, il faudra des limes, du papier de verre et une bonne ponceuse qui fera gagner du temps lors des finitions. Eventuellement, un rabot électrique sera utile pour rattraper les petites erreurs de coupe dont nous avons parlé. Une défonceuse tournant très vite (25 000 tr/mn) permet aussi certaines opérations de fraisage et d'encastrement souvent fort utiles.
Personnellement, n'ayant pas de rabot, j'ai monté une fraise sur un bloc moteur qui a effectué les dégrossissages pour les ajustages. Les quelques dixièmes restant étant «finis» sans problème, manuellement.
Encore et toujours à cause du bois, limer à la main ne serait-ce qu'un millimètre en trop sur la tranche d'une face devient vite un calvaire.
J'ai ainsi débuté, le coeur vaillant, l'égalisation d'un dessus qui dépassait très légèrement d'un des côtés: on y arrive, ça c'est un fait, mais avec les mains couvertes d'ampoules et les doigts en marmelade.
Pour assembler les panneaux, un autre élément indispensable est le serre-joints. Plus on en possède et mieux c'est... Il faut des serre-joints de taille respectable au vu des enceintes. J'ai pris des modèles à pompe de 125 cm. Avec quatre exemplaires, j'ai effectué tous les gros assemblages. Ce nombre est un minimum et m'a obligé bien des fois à serrer les ensembles par parties. Mais le prix de ces éléments est tel qu'on ne peut pas prétendre en acheter une douzaine... Sur une telle longueur, il ne faut pas regarder à l'économie et prendre les plus rigides (donc les plus chers !). Ils permettent un serrage très puissant qui implique d'utiliser des cales pour ne pas marquer les surfaces. Sinon pour l'assemblage des filtres, des tasseaux. des renforts... j'ai utilisé des modèles plus courant; moyennant quelques astuces. J'ai aussi utilisé des serre-joints d'angles permettant des plaques à angle droit. Ces derniers sont en théorie idéaux, mais n'ont en pratique qu'un rôle de soutien car ils n'ont pas assez de prise, dans ce cas précis, pour prétendre assurer une pression suffisante à un assemblage correct.
Comme on le voit, si l'on a pris soin de tout faire découper d'avance, l'outillage nécessaire à la réalisation n'est pas exorbitant, mais devra être de très bonne qualité. D'abord pour la mise en place des éléments par l'intermédiaire des serre-joints, puis pour le vissage qui demande beaucoup d'attention. De par le nombre de vis, il est d'ailleurs conseillé de travailler avec trois machines : une pour faire les avant-trous, l'autre pour aléser et une troisième pour visser. Elles sont ainsi réglées pour chaque épisode et permettent de travailler en série, sans avoir à monter et redémonter lors d'un assemblage.
Enfin pour la finition, la qualité des outils est moins critique, mais la motorisation facilite grandement cette partie de la réalisation.
Muni de tous ces éléments, nous allons maintenant passer à la réalisation pratique point par point.